Bleiben Sie informiert
Hier finden Sie Aktuelles rund um Hüttenes-Albertus und interessante Fachbeiträge von unseren Experten.
Ressourcenschonung im Gießereibetrieb
Natürliche Ressourcen sind die Grundlage unseres täglichen Lebens. Die Nutzung immer knapper werdender Ressourcen sowie die Konkurrenz darum nehmen weltweit stetig zu. Vor diesem Hintergrund ist Ressourcenschonung ein großes Schlagwort in unserer Zeit. Der effiziente und umweltverträgliche Umgang mit natürlichen Ressourcen, ein nachhaltigeres Wirtschaften und die Rückführung von Rohstoffen in Stoffkreisläufe sind heute ein wichtiges Leitbild in praktisch allen Branchen - auch in der Gießerei-Industrie.

Ressourcenschonung ist in der Gießerei-Industrie schon lange Programm und gelebte Wirklichkeit. Seit jeher haben Gießereien Prozessmaterialien, wie Metall und Sand, wiedergewonnen und erneut eingesetzt, um daraus wieder Wertstoffe bzw. Gusserzeugnisse herzustellen. Es gehört zu den Kernkompetenzen der Gießereien, aus Schrott und Bearbeitungsresten wieder Gussteile werden zu lassen und sie in die Wertschöpfungskette zurückzuführen. Ähnliches gilt für den Formstoff Sand, der häufig regeneriert und wiederverwendet wird. Denn auch Quarzsand ist ein knappes und endliches Gut. Er kommt in verschiedenen Industrien in großen Mengen zum Einsatz. Als dritthäufigster Rohstoff nach Luft und Wasser wird Sand in über 200 Nutzungsbereichen verwendet – von der Beton- über die Glas- und Porzellan- bis hin zur Computerherstellung. Und natürlich als Formstoff in der Gießerei-Industrie. So „verbraucht“ ein Mensch im Durchschnitt jährlich rund 2 t Sand.

Regenerierung eingesetzter Formstoffe
In der Gießerei-Industrie ist die Regenerierung der eingesetzten Formstoffe und insbesondere der Kernsande ein wichtiger und zentraler Punkt, um auch zukünftig erfolgreich agieren zu können.
Es ist absehbar, dass Quarzsand zukünftig nicht immer in der gleichen erforderlichen Menge und Qualität zur Verfügung stehen wird, wie wir das heute gewohnt sind.
Das übergeordnete Ziel besteht deshalb darin, so viele Wertstoffe wie möglich im Kreislauf zu halten. Es gibt heute gute, ausgereifte Anlagentechnik zur Regenerierung der meisten Formstoffe. Dabei werden je nach kundenspezifischer Anforderung mechanische, thermische oder thermisch-mechanische Regenerierungsverfahren eingesetzt.
Bei der mechanischen Regenerierung wird die Binderhülle durch Prallen, Schlagen, Schleifen oder Scheuern mechanisch entfernt. Bei der thermischen Regenerierung, die bei Temperaturen meist zwischen 700 und 950 °C erfolgt, verbrennt der Binder nach Möglichkeit vollständig, sodass bei einigen Bindersystemen wieder Neusandqualität eingestellt werden kann.
Wichtige Parameter für einen wieder einsatzfähigen Regeneratsand sind:
- möglichst neutraler pH-Wert
- niedrige und gleichmäßige elektrische Leitfähigkeit
- niedriger Glühverlust
- geringe Feinanteile
- niedriger und gleichmäßiger Schlämmstoffanteil
- gleichmäßiger und niedriger Oolithisierungsgrad
- gleichmäßige Körnungsverteilung
Fallbeispiel: HA macht regenerierten Schmelzbauxit-Sand wiederverwendbar
Nach der Regenerierung weisen manche Sande veränderte Eigenschaften auf. Je nach Einsatzfall und Regeneratsand sind dann spezielle Bindersysteme erforderlich. Das Fallbeispiel zeigt, wie Hüttenes-Albertus einer Gießerei durch die Entwicklung eines modifizierten Bindersystems dazu verhalf, regenerierten Schmelzbauxit-Sand wieder für die Kernherstellung einsetzbar zu machen. Schmelzbauxit-Sand ist ein synthetischer Spezialsand, der aus mullithaltigen Rohstoffen hergestellt wird. Das Rohmaterial wird dafür aufgeschmolzen und versprüht.
Das Ergebnis sind sehr gleichmäßige und runde Sandkörner, die durch ihre besondere Oberflächenstruktur eine hohe Bindekraft aufweisen und vergleichsweise wenig Bindemittel benötigen. Schmelzbauxit-Sand hat zudem ein deutlich geringeres thermisches Ausdehnungsverhalten als Quarzsand. Er verfügt über eine sehr gute Feuerfestigkeit und Fließfähigkeit. Aufgrund dieser Eigenschaften eignet er sich für spezielle Anwendungen besonders gut. Da der Spezialsand recht kostspielig ist, ist eine Regenerierung und Wiederverwendung wirtschaftlich wünschenswert. Bei diesem Anliegen erlebte eine Gießerei eine unliebsame Überraschung: Der thermisch regenerierte Bauxit-Sand verhielt sich nicht wie erwartet. Nach erfolgter Mischung mit dem üblichen Cold-Box-Binder war er nur für sehr kurze Zeit verarbeitbar.
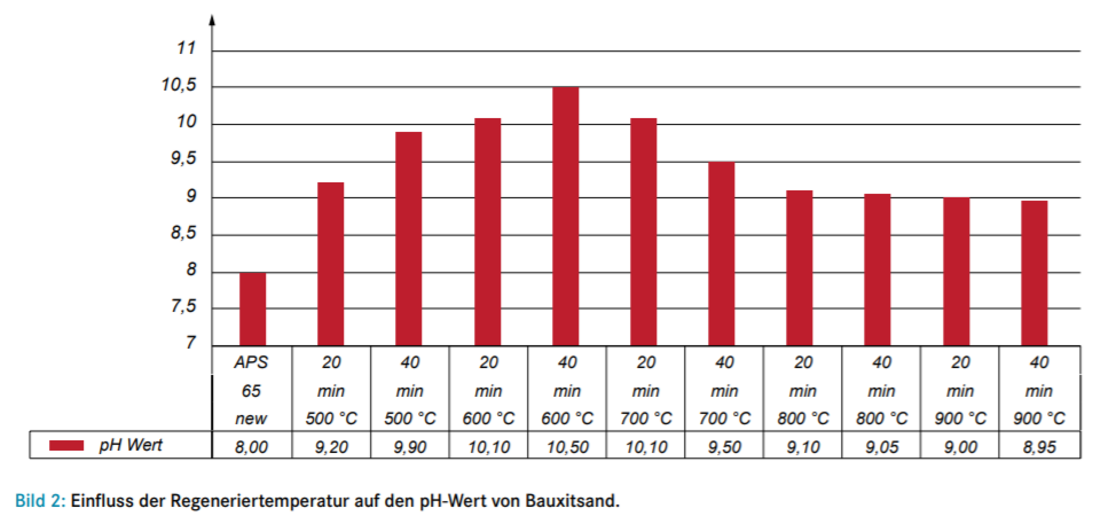
Die Gießerei wandte sich mit dem Problem an Hüttenes-Albertus und ließ den Regeneratsand im Labor untersuchen. Die Testergebnisse bei HA bestätigten die Sachlage: Bereits zwei Stunden nach der Mischung funktionierte die Sandbindung tatsächlich nicht mehr. Was war die Ursache? Man untersuchte das Verhalten des Bauxit-Sandes während der thermischen Regenerierung und stellte fest, dass in dem für die Regenerierung üblichen Temperaturbereich der pH-Wert des Regenerats auf über 10 angestiegen war. Die Erklärung für dieses Verhalten liegt darin, dass die alkalischen Bestandteile des Bauxit-Sandes offenbar durch die hohe Temperatur aktiviert werden und an die Kornoberfläche migrieren. Chemisch erklären sich die verkürzte Sandlebenszeit und die reduzierte Festigkeit durch den Einfluss der Metallionen auf die Kornoberfläche folgendermaßen: Die NCO-Gruppen des Isocyanates werden durch das tertiäre Amin zur Reaktion mit den phenolischen OH-Gruppen angeregt. Im Fall der Anwesenheit von metallischen Ionen (hohe Leitfähigkeit) aktivieren die Anionen der Metalle die NCO-Gruppen und wirken katalytisch für die PU-Reaktion. Durch Zusatz von speziellen Additiven können die störenden Anionen neutralisiert werden. Hier ein schematisches Beispiel einer herkömmlichen Additivierung:
Na(+)(OH)(-) + H(+)Cl(-) = NaCl + H2O
(pH =14) + (pH=1) (pH =7)
Die Additivmenge wird an die Menge der störenden Anionen angepasst.
> Eine erhöhte Menge Additiv nimmt Einfluss auf die Reaktivität des Systems.
> Eine erhöhte Menge Additiv nimmt Einfluss auf die Lagerfähigkeit des Bindersystems.
> Die Menge an Additiv wird experimentell ermittelt.
Lösung: Mehrstufige zusätzliche Additivierung im CB-System
Das üblicherweise verwendete Cold-Box-System, welches einen möglichst neutralen pH-Wert benötigt, arbeitet in der alkalischen Umgebung nicht wie gewohnt. Zur Lösung des Problems gelang HA die Entwicklung eines Cold-Box-Systems für hochalkalische Sande. Eine spezielle Additivierung sorgt dafür, dass der Bauxit-Regeneratsand nun wieder zur Kernherstellung verwendet werden kann. Durch die von Hüttenes-Albertus entwickelte Problemlösung kann ein hochwertiger Gießerei-Rohstoff, der bislang als „verloren“ galt, in den Stoffkreislauf zurückgeführt werden. Das Fallbeispiel zeigt eindrucksvoll, wie das Ziel Ressourcenschonung mithilfe qualifizierter Forschung und Entwicklung in der Praxis erreicht werden kann – mit positiven ökologischen und ökonomischen Auswirkungen.
Parameter für die Deponierbarkeit von Gießerei-Reststoffen
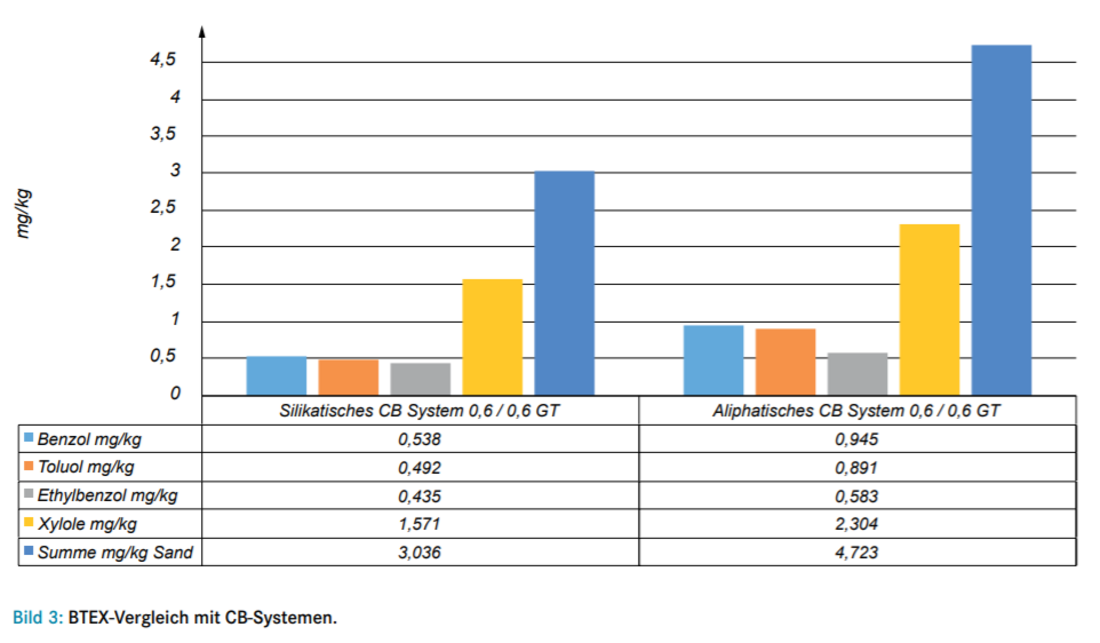
Bei der Beschäftigung mit Gießerei-Ressourcen richtet sich der Blick zwangsläufig auch auf die Entwicklung gesetzlicher Regelungen. So haben sich nach einigen „ruhigeren“ Jahren in letzter Zeit die Anforderungen an die zu deponierenden Gießerei-Reststoffe wieder deutlich verschärft. Zum einen wird der Deponieraum immer knapper, zum anderen erhöhen sich aufgrund verschärfter gesetzlicher Vorgaben die Kosten für die Gießerei-Unternehmen. Nicht zu unterschätzen ist auch der Einfluss verbesserter Analytik (Gerätetechnik) bei den Deponieunternehmen. Wichtige Parameter sind zum Beispiel der Phenol-Index, TOC, DOC und BTEX. Auch für diese Parameter mussten geeignete analytische Verfahren entwickelt werden. Die BTX-(Benzol/Toluol/Xylol) Emissionen wurden sehr ausführlich untersucht. BTX-Emissionen entstehen beim Abguss durch die Pyrolyse organischer Stoffe. Diese Emissionen sind gasförmig. Hierfür stehen geeignete Messverfahren zur Verfügung. In den letzten Jahren ist das Thema BTEX verstärkt in den Vordergrund getreten. Auch für diesen Parameter mussten geeignete analytische Verfahren entwickelt werden. Bei BTEX handelt es sich um den eluierbaren Teil der Emissionen; das ist der Teil, der im zu deponierenden Altsand verbleibt. Durch die immer weitere Reduktion des Organikanteils in den neueren silikatischen Cold-Box-Systemen konnte Hüttenes-Albertus die BTEX-Werte im Altsand bereits deutlich verringern.
Ein weiteres wichtiges Thema für die Gießereien ist die neue Einstufung von Formaldehyd. Infolge der in Kraft getretenen Anforderungen sind alle Beteiligten gefordert, eine sichere und rechtskonforme Anwendung von Formaldehyd sicherzustellen. Zunächst bedeutete dies – in Abstimmung mit den Industrieverbänden – eine Optimierung der Analytik. Die analytische Bestimmung von Formaldehyd erfolgt nach DIN EN ISO 11402. Bei den bisher angewendeten Messverfahren lag die Messgenauigkeit bei ≥ 0,1 %. Somit war es aufgrund der zur Verfügung stehenden Analytik und der unzureichend genauen Messtechnik nicht möglich, einen Formaldehydanteil < 0,1 % zu attestieren. In Abstimmung mit dem Industrieverband Gießereichemie und dem Institut für Gießereitechnik wurde eine gemeinsame Strategie zur Erarbeitung eines geeigneten Messverfahrens gestartet. Ziel war die Modifizierung der DIN EN ISO 11402 zur Bestimmung des Formaldehydgehalts. Weiterhin wurde die Entwicklung von Harzen mit einem Gehalt an freiem Formaldehyd < 0,1 % intensiviert.
Mittlerweile ist es gelungen, eine ausreichend genaue Messmethodik zur Formaldehydbestimmung zu entwickeln und anzuwenden. Damit ist es möglich, die gesetzlichen Vorgaben nachweisbar zu erfüllen. Darüber hinaus wurde intensiv daran gearbeitet, den Formaldehydgehalt in den verschiedenen Kernherstellungsverfahren zu reduzieren. So ist es Hüttenes-Albertus gelungen, eine Lösung zu entwickeln, die es ermöglicht, den Formaldehydgehalt in verschiedenen Produkten und Verfahren so abzusenken, dass eine sichere Einhaltung der Grenzwerte gegeben ist .
Fazit: Neue Bedingungen im Gießerei-Umfeld erfordern innovative Lösungen
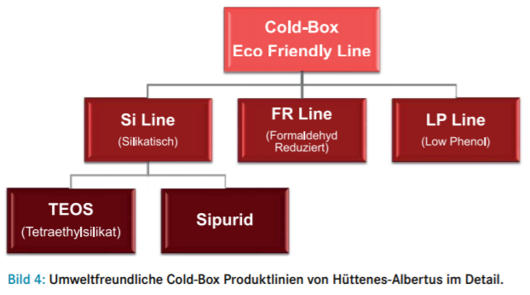
Die zunehmende Spezialisierung und die wachsende Komplexität in Kombination mit gestiegenen Umweltanforderungen machen auch den Einsatz spezialisierter Bindemittel notwendig. Aufgrund der vielfältigen Anwendungen und Aufgabenstellungen ist eine entsprechend umfangreiche Produktpalette erforderlich. Die Entwicklung umweltfreundlicher Produktlinien richtet sich an den entsprechenden Kundenanforderungen aus. Seit längerer Zeit ist HA dabei, anorganische Komponenten in das organische Cold-Box-System zu integrieren. In der aktuell letzten Ausbaustufe des silikatischen Cold-Box-Systems, dem Sipurid-System, ist ein Anorganik-Anteil von ca. 23 % enthalten. Dieses führt zu einer drastischen Reduktion des vergasbaren Anteils des Cold-Box-Systems und damit zu deutlichen Vorteilen in der Ökobilanz.
Leider kann man durch die alleinige Reduktion des Phenolgehalts nicht alle in der Gießerei wichtigen Emissions-Parameter herabsetzen. Die BTX-Emissionen in der Gasphase, TOC, DOC, die Gas- und Kondensatmenge sowie die Geruchsbelastung lassen sich durch die alleinige Reduzierung des Phenolgehalts nicht reduzieren. Aus diesem Grund hat Hüttenes-Albertus ein Organik-reduziertes Harzsystem mit einem Phenol-(Monomer-) Anteil < 1,0 % entwickelt. Diese neu entwickelten Cold-Box-Harze werden mithilfe einer speziellen Rezeptur und Produktionstechnologie hergestellt. Sie tragen dazu bei, die wichtigsten Emissionsparameter der Gießerei – auch den Phenolindex – zu reduzieren. Auch die Schadstoff belastung der Altsande kann auf diese Weise verringert werden. Durch eine Verringerung des Anteils an freiem Phenol und Formaldehyd wird die Deponiefähigkeit des Altsandes positiv beeinflusst. Damit die Gießerei-Unternehmen auch zukünftig erfolgreich in einem schwierigen Umfeld bestehen können, müssen spezialisierte und auf den jeweiligen Anwendungsfall abgestimmte Binder-Systeme zur Verfügung stehen. Hüttenes-Albertus bietet seinen Kunden Lösungen, die die positiven Eigenschaften verschiedener Systeme vereinen und einen klaren Fortschritt in puncto Umweltfreundlichkeit bedeuten.
Veröffentlicht: Februar 2018
Autor: Peter Gröning, HA Düsseldorf
