Düker, known for its high-quality iron casting products, is one of the leading manufacturers of sophisticated valves and pressure pipe fittings for building drainage and the supply of potable water and gas. With its long history and rich tradition, the company is committed to implementing fully integrated production methods to ensure its high-quality standards.
Prior to casting, the company’s in-house departments, including design, simulation and model construction, pool their expertise to guarantee an optimised casting process. Post-casting, the raw casting is sent for further processing, making its way through the finishing, painting and enamelling shops until it is a ready-to-install product. Such close cooperation between the company’s specialised departments allows for the rapid, custom realisation of each customer’s product wishes.
The challenge
Given the nature of the process, the production of iron castings is energy and raw-material intensive. As a result, the ongoing optimisation of the production process has a significant impact on environmental compatibility and resource consumption. Sustainability is a fundamental component of Düker’s corporate philosophy. Plant manager Michael Berninger is confident: “It is our task to strike a balance between environmental protection, social responsibility and business success. And that is precisely why our dedicated in-house teams are always looking for ways to further optimise processes in manufacturing”.
Over the years, the company has implemented countless advances and efficiency improvements. As early as 2017, for example, the company switched its existing Cold-Box binder system to a low-emission, aliphatic system. Nevertheless, the team in Laufach, Bavaria, has by no means been content to sit back resting on their laurels. In keeping with its continuous improvement process (CIP), the company has continued to research further innovations in order to optimise environmental protection and operational efficiency yet further. It was via this process that Düker became aware of the Silcure Cold-Box product range from Hüttenes-Albertus.
The solution
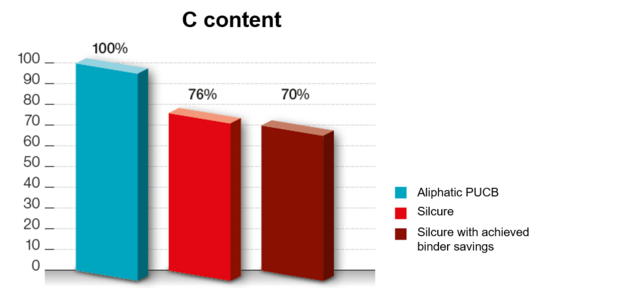
Silcure Cold-Box systems feature solvents with Si compounds in the molecule instead of hydrocarbons. The systems’ lower C content leads to a reduction of gas formation, condensate, BTX and CO2 emissions.
In close collaboration with the application engineers from Hüttenes-Albertus (HA), Düker first determined the status quo in production. The following goals for the joint CIP project were then defined:
- Reducing the volumes of binder required
- Reducing emissions
- Reducing condensate formation and thus the amount of cleaning required before enamelling
- Reducing gas formation to avoid casting defects
Supported by HA, a custom system tailored to Düker’s product portfolio was selected and tested. After the evaluations fulfilled expectations, the Cold-Box product Silcure was subsequently approved for the extensive product portfolio and successfully established in series production. An official emission measurement confirmed the reduction emissions.
“The new Cold-Box system has continuously demonstrated its advantages and we have been able to take our production another decisive step forward”, explains Project Manager Helge Bernard after a year of successful experience in series production.
Find out more about Düker: www.dueker-germany.com
Your contact person:
Markus Schabrucker
E-Mail
Düker, known for its high-quality iron casting products, is one of the leading manufacturers of sophisticated valves and pressure pipe fittings for building drainage and the supply of potable water and gas. With its long history and rich tradition, the company is committed to implementing fully integrated production methods to ensure its high-quality standards.
Prior to casting, the company’s in-house departments, including design, simulation and model construction, pool their expertise to guarantee an optimised casting process. Post-casting, the raw casting is sent for further processing, making its way through the finishing, painting and enamelling shops until it is a ready-to-install product. Such close cooperation between the company’s specialised departments allows for the rapid, custom realisation of each customer’s product wishes.
The challenge
Given the nature of the process, the production of iron castings is energy and raw-material intensive. As a result, the ongoing optimisation of the production process has a significant impact on environmental compatibility and resource consumption. Sustainability is a fundamental component of Düker’s corporate philosophy. Plant manager Michael Berninger is confident: “It is our task to strike a balance between environmental protection, social responsibility and business success. And that is precisely why our dedicated in-house teams are always looking for ways to further optimise processes in manufacturing”.
Over the years, the company has implemented countless advances and efficiency improvements. As early as 2017, for example, the company switched its existing Cold-Box binder system to a low-emission, aliphatic system. Nevertheless, the team in Laufach, Bavaria, has by no means been content to sit back resting on their laurels. In keeping with its continuous improvement process (CIP), the company has continued to research further innovations in order to optimise environmental protection and operational efficiency yet further. It was via this process that Düker became aware of the Silcure Cold-Box product range from Hüttenes-Albertus.
The solution
Silcure Cold-Box systems feature solvents with Si compounds in the molecule instead of hydrocarbons. The systems’ lower C content leads to a reduction of gas formation, condensate, BTX and CO2 emissions.
In close collaboration with the application engineers from Hüttenes-Albertus (HA), Düker first determined the status quo in production. The following goals for the joint CIP project were then defined:
- Reducing the volumes of binder required
- Reducing emissions
- Reducing condensate formation and thus the amount of cleaning required before enamelling
- Reducing gas formation to avoid casting defects
Supported by HA, a custom system tailored to Düker’s product portfolio was selected and tested. After the evaluations fulfilled expectations, the Cold-Box product Silcure was subsequently approved for the extensive product portfolio and successfully established in series production. An official emission measurement confirmed the reduction emissions.
“The new Cold-Box system has continuously demonstrated its advantages and we have been able to take our production another decisive step forward”, explains Project Manager Helge Bernard after a year of successful experience in series production.
Find out more about Düker: www.dueker-germany.com
Your contact person:
Markus Schabrucker
E-Mail