Specialized binders improve resource conservation in foundries
Natural resources are the cornerstones of our daily lives. The exploitation of the increasingly scarce resources and with it the global competition for them is steadily growing. Against this background, “resource conservation” has become one of the big keywords of our age. The efficient and responsible handling of natural resources, more sustainable business activities, and raw material recovery and recycling have become guiding principles in almost every industry today – including the foundry industry.

In the foundry industry, resource conservation has been on the agenda for a long time and has become a living reality. Foundries have always recovered and reused their process materials, such as metal and sand, in order to produce recyclables or casting products. Foundries are experts at turning scrap and residues into new cast parts, re-introducing them into the value chain. The same applies to molding sand, which is widely regenerated and reused. After all, silica sand is also a scarce and finite resource, which is used in large quantities in a variety of industries. As the third major raw material after air and water, sand is used in more than 200 different manufacturing applications – from concrete and glass to porcelain and computers. And, of course, it is used as a molding material in the foundry industry. As a result, the average person “consumes” around two metric tons of sand per year.
Reclamation of foundry sand
The regeneration of used molding materials, and in particular core-making sands, is an important and decisive factor if foundries are to continue to operate successfully in the future. It is foreseeable that in future silica sand will not be available in the same quantities and qualities that we are accustomed to today. Our top priority is therefore to keep as many recyclable materials in circulation as possible. Today, there are effective, proven systems for regenerating most molding materials. Depending on each customer’s specific requirements, mechanical, thermal or thermal-mechanical regeneration processes are available. The mechanical reclamation process involves crushing and grinding the used foundry sand in order to remove the binder. Thermal regeneration employs temperatures of between 700 and 950 °C to burn away binding agents, which, depending on the binding system, can produce new sand quality. Key parameters for reusable, regenerated sand are:
- pH values as close to neutral as possible
- low and uniform electrical conductivity
- low loss on ignition
- low fines content
- low and uniform clay content
- uniform and low degree of oolithisation
- uniform grain distribution
Case study: HA regenerates bauxite sand for foundry reuse
Regeneration processes may alter the properties of some sands. In such cases, special binder systems may be required, depending on the application and type of regenerated sand. The following case study shows how Düsseldorf-based Hüttenes-Albertus, by developing a modified binder system, was able to help a foundry regenerate and reuse bauxite
sand in its core production processes. Bauxite sand is a synthetic special sand made from mullite-rich raw materials. These raw materials are first melted and then sprayed. This process results in highly uniform, spherical grains that have high binding efficiency, which reduces the amount of binding agents required. In addition, bauxite sand has much lower thermal expansion characteristics than silica sand. It also features excellent refractory and flowability. These properties mean that bauxite sand is particularly suited to specialized applications. As this special sand is quite expensive, its regeneration and reuse is economically desirable. There was an unpleasant surprise waiting for a foundry that tried exactly this: their thermally regenerated bauxite sand did not behave as expected. Once mixed with their standard Cold-Box binder, the sand could only be processed for a very limited time.
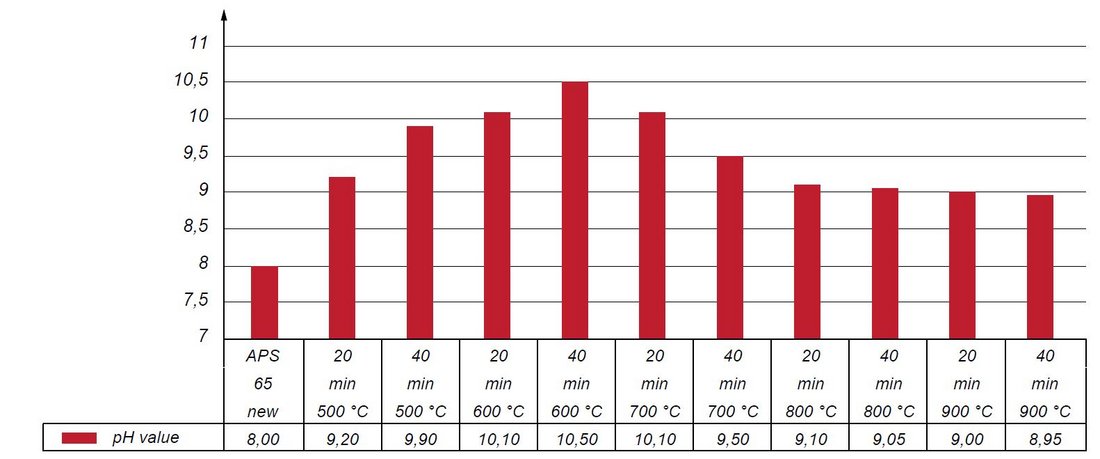
The foundry approached Hüttenes-Albertus with their problem to have the regenerated sand examined in the laboratory. HA’s test results confirmed the situation: It took just two hours for the casting sand to become unusable after the sand and binder were mixed. What was the reason for this? When analysing the behaviour of the bauxite sand during the thermal regeneration process, HA found that the pH value of the regenerated sand rose to above 10 within the usual temperature range of the reclamation process. The reason for this behaviour seems to be that the alkaline constituents of the bauxite sand are activated by the high temperatures, which causes them to migrate to the grain surface. On the chemical level, the shortened functional lifespan and reduced strength of the sand caused by the impact of metal ions on the grain surface can be explained as follows: Tertiary amine stimulates the reactivity of the isocyanate NCO groups with the phenolic OH groups. Where metallic ions are present (high conductivity), the metals’ anions activate the NCO groups, acting as catalysts of the PU reaction. Special additives can be used to neutralise the interfering anions. The following schematic is an example of conventional additivation: Na(+)(OH)(-) + H(+)Cl(-) = NaCl + H2O (pH =14) + (pH=1) (pH =7)
The additive amount is adjusted according to the number of interfering anions.
»»An increased additive amount impacts
the reactivity of the system.
»»An increased additive amount impacts
the storability of the system.
»»The additive amount is determined
experimentally.
Solution: multi-stage additivation in the CB System
The commonly used Cold-Box system, which requires a pH value as close to neutral as possible, does not work as usual in the alkaline environment. To solve this problem, HA successfully developed a Cold-Box system for highly alkaline sands. A special additivation now ensures the reuse of regenerated bauxite sand in core production. The solution developed by Hüttenes-Albertus makes it possible to reintroduce a valuable foundry raw material, thought to be “lost” until now, back into the material cycle. This case study is an impressive demonstration of how research and development help to achieve the aim of resource conservation in practical operation – with positive ecological and economic outcomes.
Parameters for the landfill disposal of foundry residuals
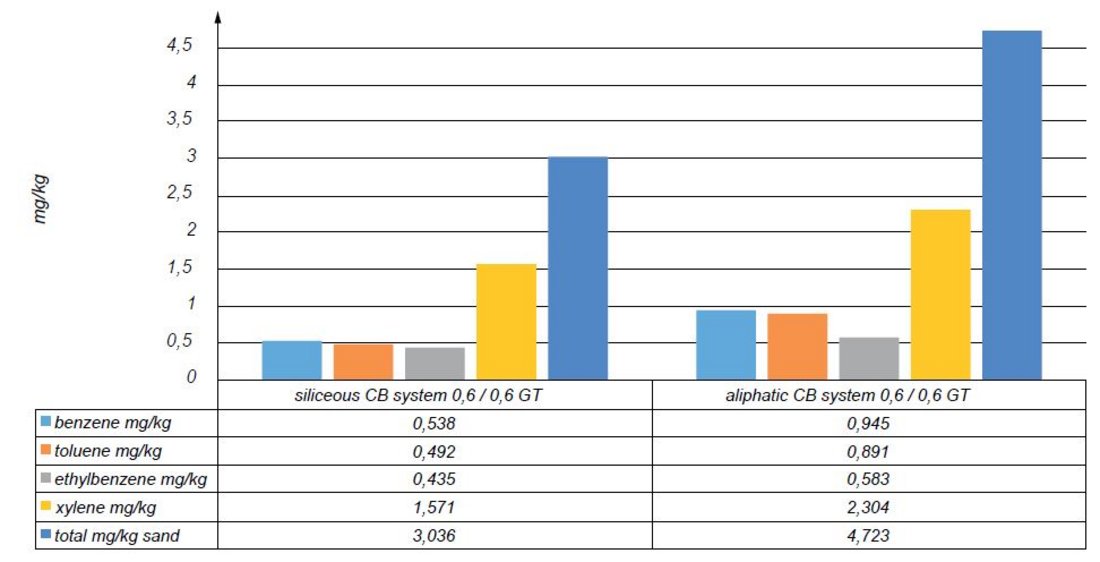
Any consideration of resources used within the foundry industry must inevitably have an eye on the development of statutory regulations. After a number of “quiet” years, governments have once again started to considerably tighten regulations on the landfill disposal of foundry residual waste. On the one hand, landfill space is becoming increasingly scarce, while on the other hand more stringent legislation has increased foundries’ waste disposal costs. Another factor not to be underestimated is the influence of the improved analytical devices used by the waste management companies. Significant parameters include, for example, the phenol index, TOC, DOC and BTEX. These parameters, too, required the development of suitable procedures. BTX (benzene/toluen /xylene) emissions have been subjected to extensive examination. BTX emissions result from the pyrolysis of organic substances during casting. Appropriate measurement methods for these gaseous emissions are already available. These gaseous emissions are already available. Over the last few years, the issue of BTEX emissions has increasingly come to the fore. This parameter, too, required the development of suitable procedures. BTEX relates to the elutable fraction of the emissions; i.e. the share that remains in the sand to be sent to landfill. By further reducing the organic content of the newer siliceous Cold-Box systems, Hüttenes-Albertus has already been able to significantly reduce BTEX levels in used sand.
Another important issue for the foundry industry is the reclassification of formaldehyde. Standards introduced on January 1, 2016 require all relevant parties to guarantee the safe and lawful application of formaldehyde. Initially – and in consultation with industry bodies – this meant an optimisation of analytics. The analytical determination of formaldehyde is governed by DIN EN ISO 11402. The measurement procedures previously employed have been accurate to ≥ 0.1 %. As a result of the available analytics and insufficiently accurate measuring technology, it was therefore not possible to confirm a formaldehyde content of < 0.1%. In close cooperation with the German Trade Association for Foundry Chemicals (IVG) and the German Institute of Casting Technology (IfG), a joint strategy was launched to develop an appropriate measurement procedure. It was aimed at modifying the DIN EN ISO 11402 standard for determining formaldehyde contents. In addition, work on developing a resin with a free formaldehyde content of < 0.1% was intensified. It has since been possible to develop and apply a sufficiently precise measurement procedure for the determination of formaldehyde. As a result, it is now possible to demonstrate compliance with statutory requirements. Work has also been intensified to reduce the volume of formaldehyde used during various core making processes. Hüttenes-Albertus, for instance, has successfully developed a solution to reduce the formaldehyde content across a range of processes and products, thereby guaranteeing full compliance with statutory limits.
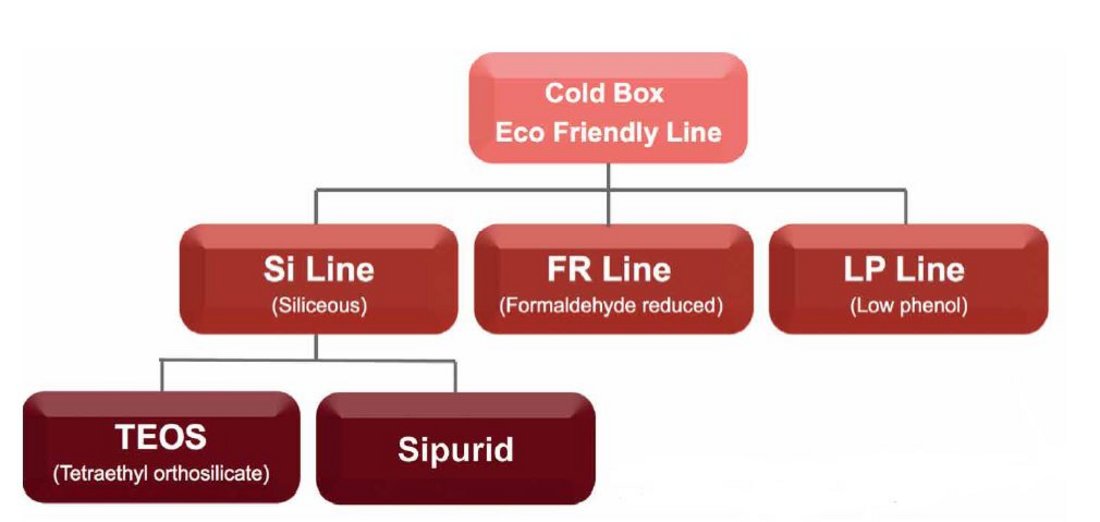
Summary: Novel solutions required as foundry environment changes
Increased specialisation and growing complexity coupled with more stringent environmental regulations also require the use of specialised binders. The wide variety of applications means that it is important to have a correspondingly extensive range of products on hand. The development of more environmentally-friendly product lines is directly aligned to customer demand. HA has long been committed to integrating inorganic components into the organic Cold-Box system. The latest generation of the silicate Cold-Box system, the Sipurid System, has an inorganic content of around 23%. This has led to a dramatic reduction of the gasifiable fraction in the Cold-Box system which resulted in significant life cycle assessment benefits. Unfortunately, simply reducing the phenol content does not decrease all important emission parameters in the foundry. BTX emissions in the gas phase, TOC, DOC, the quantity of gas and condensate as well as odour pollution cannot be lowered by a reduction of the phenol content alone. For this reason, Hüttenes-Albertus has developed a low-emission, organic resin system with a phenol (monomer) content of < 1.0 %. This new Cold-Box resin is based on a special formulation and manufactured using proprietary production technology. The resin helps to reduce the foundry’s most important emission parameters – including the phenol index. This also reduces the pollution load in used sand. A reduction in the proportion of free phenol and formaldehyde has a positive impact on the used sand’s suitability for landfill disposal. In order for foundry operators to remain successful in an ever more difficult environment, specialised and application-specific binder systems need to be available. Hüttenes-Albertus offers its customers solutions that combine the positive properties of a variety of systems and offer significant advances in terms of environmental compatibility.
