Le sabbie speciali di HA-Italia
Con il termine “sabbie speciali” si intendono tutti i minerali industriali (fatta eccezione per la sabbia silicea) comunemente usati in fonderia come materiali di formatura per la produzione di anime e di forme (prodotte con leganti chimici o naturali).
Nella gamma delle sabbie speciali sono incluse le sabbie minerali naturali, i prodotti sinterizzati e fusi, i prodotti in forma granulare o trasformati in granuli mediante i processi di frantumazione, macinazione, atomizzazione e classificazione (vagliatura) oppure sabbie minerali inorganiche prodotte con altri processi chimico-fisici.
Le caratteristiche che contraddistinguono le sabbie speciali dalle sabbie silicee sono la ridotta espansione termica, a temperature comprese tra i 20°C e i 600°C, la conduttività termica, la refrattarietà e altre caratteristiche fisiche.
I punti di forza delle sabbie speciali HA-Italia
Le sabbie speciali vengono utilizzate, al posto della sabbia silicea, per la produzione di anime e forme, perché hanno migliori proprietà chimico-fisiche.
Analizzando le caratteristiche del getto che si deve realizzare, si possono sfruttare le singole proprietà della sabbia speciale per:
- eliminare i difetti dovuti all’espansione della sabbia, specialmente le crestine
- eliminare l’aggiunta di additivi che possono sviluppare gas
- ridurre il peso dell’anima
- eliminare metallizzazioni (difetti da penetrazione del metallo nella forma)
- aumentare la scorrevolezza della sabbia
- eliminare le reazioni metallo/forma
- controllare la formazione della microstruttura
- produrre getti dalle pareti sottili
Sabbie speciali per ogni esigenza


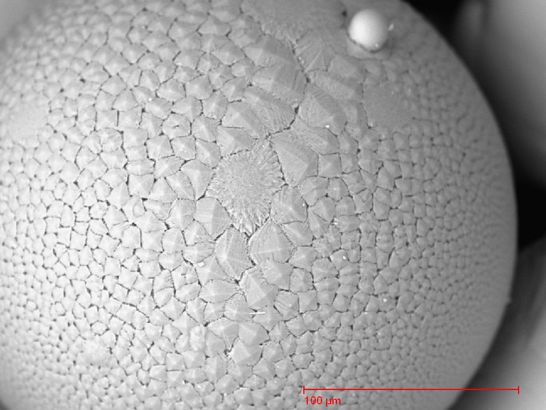
Cerabeads
Campi di applicazione
Particolarmente indicato per i seguenti utilizzi:
- ProcessoCold-Box | Getti in Ghisa
Water jackets (camice di raffreddamento) per testate e basamenti, turbine, collettori d scarico e turbocollettori.
- Processo Cold-Box | Getti in alluminio
Water jackets per testate e basamenti
- Processo inorganico Cordis | Getti in alluminio
Water jackets per scatole rotori elettrici
Punti di forza del cerabeads
- Adatto per tutti i tipi di getto prodotti con tutti i tipi di materiale
- Si può utilizzare con i seguenti processi: PUR-Cold-Box, SO2-Cold-Box, resina indurente a freddo, resolo-CO2 /MF, resolo/estere
- Basso coefficiente di espansione lineare
- Particolarmente adatta a sopportare un estremo stress termico
- Possibilità di scelta della granulometria ottimale per ogni specifica applicazione
Caratteristiche
- Sabbia sintetica = mullite sinterizzata
- Silicato di alluminio (mullite > 80%)
- Densità specifica: 2,86 g/cm³
- Densità apparente: ca. 1,6 g/cm³
- Refrattarietà: cono di Seger >36
temperatura di riferimento: = 1800 °C
- Espansione lineare α 20 - 600 °C = 4,0
- Granulometria: AFS da 40 a 108/ Grano Medio: 0,38-0,11 (± 0,02)
Kerphalite

Punti di forza della Kerphalite
- Adatta a tutti i tipi di getto/metallo
- Basso coefficiente di espansione lineare
- Si può utilizzare con i seguenti processi: PUR-Cold-Box, SO2-Cold-Box e formatura in conchiglia (shell moulding), resina indurente a freddo, resolo-CO2 /MF, resolo/estere, bentonite
- Particolarmente adatta a sopportare un elevato stress termico
Caratteristiche
- Minerale naturale lavorato = andalusite
- Silicato di alluminio
- Densità specifica: 3.13 g/cm³
- Densità apparente: ca. 1.6 g/cm³
- Refrattarietà: Cono di Seger >36
temperatura di riferimento >1800°C
- Espansione lineare, α 20 – 600 °C = 6.5
- Granulometria: AFS 60 ± 5 | Grano Medio: 0,23 mm

J-Sand
Punti di forza della J-Sand
- Adatta a tutti i tipi di getto/metallo
- Basso coefficiente di espansione lineare
- Si può utilizzare con i seguenti processi: PUR-Cold-Box, SO2-Cold-Box e formatura in conchiglia (shell moulding), resina indurente a freddo, resolo-CO2 /MF, resolo/estere, bentonite
- Particolarmente adatta a sopportare un elevato stress termico
Caratteristiche
- Miscela naturale di sabbie
- Circa 49 % feldspato + 48 % quarzo
- Densità specifica: 2,66 g/cm³
- Densità apparente: ca. 1,5 g/cm³
- Refrattarietà: Cono di Seger 17
temperatura di riferimento: 1500 °C
- Espansione lineare, α 20 - 600 °C = 13,7
- Grano Medio: 0,17 / 0,20 / 0,26 / 0,28 / 0,33 mm (± 0,03)

M-Sand
I punti di forza della M-Sand
- Adatta a tutti i tipi di getto
- Si può utilizzare con i seguenti processi: PUR-Cold-Box, SO2-Cold-Box, resina indurente a freddo, resolo-CO2 /MF
- Coefficiente di espansione lineare molto basso
- Particolarmente adatta a sopportare un elevato stress termico
Caratteristiche
- Sabbia fusa = mullite fusa
- Silicato di alluminio
- Densità specifica: 3,11 g/cm³
- Densità apparente: ca. 1,6 g/cm³
- Refrattarietà: cono di Seger > 36
temperatura di riferimento: > 1800 °C
- Espansione lineare α 20 - 600 °C = 4,5
- Granulometria: AFS 60 ± 5 | Grano Medio= 0,23 mm (± 0,02)

Bauxite
Campi di applicazione
ProcessoCold-Box | getti in Ghisa
Water jackets (camice di raffreddamento) per testate e basamenti, turbine e collettori di scarico
Cold-Box Process | getti in alluminio
Water jackets per testate e basamenti
Inorganic | Al-Casting
Water jackets per scatole rotori elettrici
Caratteristiche
- Prodotto fuso = bauxite fusa
- Analisi chimica: ≥72 % Al2O3 + SiO2, Fe2O3, TiO2
- Densità specifica: 3,3 g/cm³
- Densità apparente ca. 2,0 g/cm³
- Resistenza al fuoco: Cono di Seger 36
temperatura di riferimento: 1800 °C
- Espansione lineare α 20 - 600 °C = 7,2
- Granulometrie: AFS 55 ± 5 / 65 ± 5/ Grano Medio: 0,27 / 0,23 mm (± 0,03)

Cromite
Punti di forza della cromite
- Adatta a tutti i tipi di getto/metallo
- Utilizzabile con tutti i processi di formatura
- Elevata resistenza chimica
- Non contiene silice libera
- Tendenza minima alla penetrazione
- Elevata resistenza termica
Caratteristiche
- Cr2O3 > 46%, SiO2 < 1%
- Densità specifica : 4,3-4.5 g/cm3
- Densità apparente: 2,7 g/cm3
- Refrattarietà: 1900° C
- Granulometria: AFS 52 +/- 5


Sabbie di Olivina
Campi di applicazione
Processo ALPHASET/BETASET/SILICATO/BENTONITE | Getti in Ghisa e Acciaio al Manganese
Trattandosi di un minerale ultrabasico, l’impiego dei sistemi leganti è limitato a quelli con carattere alcalino. Compatibile in formatura a verde con la Bentonite
I punti di forza delle sabbie di olivina
- Particolarmente indicata per la produzione di getti in acciaio al manganese in quanto previene reazioni metallo forma (Tacconatura)
- Completa assenza di silice libera cristallina
- Basso coefficiente di espansione lineare
- Elevato punto di sinterizzazione
- Possibilità di scelta della granulometria ottimale per ogni specifica applicazione
- L’Olivina trova applicazione anche in diversi campi industriali come: la sabbiatura (navale, civile ed industriale a getto libero), le pavimentazioni industriali e la produzione di vernici anticorrosive antiacide. Nella bonifica di siti inquinati da metalli pesanti: impiegata come copertura di grandi superfici è in grado di assorbire la CO2 dall’atmosfera e ridurre l’effetto delle piogge acide.
Caratteristiche
- Minerale naturale, costituito da una miscela solida di Fosterite (Silicato di Magnesio) e Fayalite (Silicato di Ferro)
- Densità specifica = 3.3 g/cm³
- Densità apparente = 1,6-1.8 g/cm³ ca.
- Temperatura di Sinterizzazione= 1450 °C
- Temperatura di fusione: = 1760 °C
- Espansione lineare α 1300 °C = 0.8 %
- Granulometrie: AFS 45, 50 come sabbia di formatura. Altre granulometrie disponibile per usi industriali
Specificità delle fonderie e applicazioni delle sabbie speciali HA-Italia
La principale differenza tra le sabbie speciali HA-Italia e la sabbia silicea sta principalmente nei più bassi coefficienti di espansione lineare e nel significativamente più basso coefficiente di espansione termica durante la colata.
Inoltre, le sabbie speciali HA sono il materiale di formatura ideale per la produzione di anime:
- Punto di fusione e di sinterizzazione elevati (ad eccezione della J-sand)
- Compatibilità con tutti i leganti impiegati per la produzione di anime
- Elevate resistenze a freddo della miscela di formatura
- Elevate resistenze a caldo della miscela di formatura (ad eccezione della J-sand)
- Disponibilità di un’ampia gamma di granulometrie
L’esperienza maturata negli anni da HA Italia ha portato alla conclusione che la scelta della più opportuna sabbia speciale dipende da diversi fattori quali: la complessità del getto, il tipo metallo da colare, la propensione alla formazione di crestine (rapporto anima getto), il sistema legante utilizzato, i parametri e sistemi di colata adottati.
Esempi applicativi
Per i getti sottoposti a forti stress termici, che quindi hanno una forte tendenza alla formazione di crestine, laddove le anime sono prodotte con il processo Cold_Box, consigliamo l’uso del Cerabeads, della Kerphalite KF, o della M-Sand. Per le loro ottime proprietà ad alte temperature, le sabbie speciali HA possono essere utilizzate come miscela di formatura di base per getti di acciaio.
Le sabbie prerivestite (shel-moulding) formate da miscele di sabbia silicea e sabbie speciali HA garantiscono espansioni termiche tendenti allo zero. Per getti particolarmente sensibili, destinati ai settori automotive e idraulico, l’utilizzo di sabbie speciali HA prerivestite garantisce assenza di difetti ed elevata precisione dimensionale.


